










Dostarczane fabrycznie kulki ze stali nierdzewnej AISI304 316 430 440 o średnicy 0,35 mm - 50,8 mm HRC50-55, lekkie, stosowane w łożyskach
Opis produktu
Kulki ze stali nierdzewnej są odporne na korozję powodowaną przez takie czynniki, jak roztwory utleniające, większość organicznych substancji chemicznych, żywność i roztwory sterylizujące. Są umiarkowanie odporne na działanie kwasów siarkowych. Właściwości niemagnetyczne dostępne na życzenie. Zastosowania obejmują aerozole, spryskiwacze, mechanizmy pomp ręcznych, blendery do mleka, urządzenia do przetwórstwa żywności oraz zastosowania medyczne.
Kula ze stali nierdzewnej AISI 440C
Rozmiar: 0,35 mm - 50,8 mm
Gatunek: G10, G16, G40, G60, G100, G200.
Twardość: HRC56-58, kulki ze stali nierdzewnej Hartford 440C są pasywowane w celu usunięcia wolnych zanieczyszczeń żelazowych i ułatwienia spontanicznego tworzenia się ochronnej warstwy pasywnej.
Magnetyczny:Stal martenzytyczna, magnetyczna
Cechy: wysoka precyzja, dobra odporność na korozję, duża odporność na rdzę i zużycie.
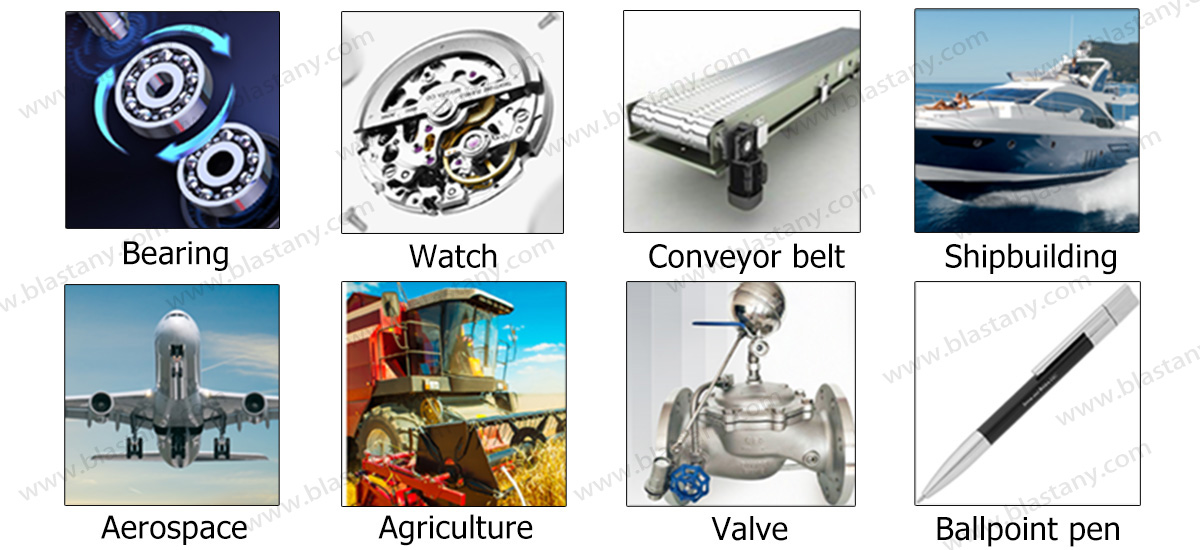
Zastosowania: łożyska, tłoczniki, części hydrauliczne, zawory, przemysł lotniczy i kosmiczny, uszczelnienia, urządzenia chłodnicze, instrumenty o wysokiej precyzji itp.
| Skład chemiczny | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
Kula ze stali nierdzewnej AISI 420C
Rozmiar: 0,35 mm - 50,8 mm
Klasa: G10-G1000
Twardość: HRC50-55
Magnetyczne: stal martenzytyczna, magnetyczna, dobra odporność na rdzę, wysoka twardość, kulki ze stali nierdzewnej AISI 420 charakteryzują się dobrą odpornością na zużycie i twardością. Nieco niższa twardość i większa odporność na korozję w porównaniu do stali 440C.
Cechy: Powszechnie znane jako żelazo nierdzewne, dobra odporność na korozję i wytrzymałość.
Zastosowania: wszelkiego rodzaju maszyny precyzyjne, łożyska, sprzęt elektryczny, sprzęt gospodarstwa domowego, części samochodowe itp.
| AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
Kula ze stali nierdzewnej 430
Średnica: 1MM-50,80MM
Twardość: HRC26
Klasa: G10-G1000
Cechy: niska cena, słaba odporność na rdzę.
Zastosowanie: sprzęt, ozdoby, akcesoria, kosmetyki, przemysł, branże o niskich wymaganiach dotyczących odporności na korozję. Mieszalniki kosmetyków, lakiery do paznokci i eyelinery, wymienniki ciepła, przyrządy pomiarowe i kule zaworowe.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0-18,0 | - |
Kula ze stali nierdzewnej AISI 304
Rozmiar: 0,5 mm - 63,5 mm
Klasa: G80-G500
Twardość: ≤HRC21
Magnetyczne:Stal austenityczna, niemagnetyczna
Cechy: wysoka odporność na rdzę, dobra odporność na korozję. Szerokie zastosowanie, dobre właściwości antykorozyjne, dobry efekt powierzchni, certyfikat ochrony środowiska.
Zastosowania: Sprzęt gospodarstwa domowego, taki jak zawory, butelki na perfumy, lakiery do paznokci, butelki dla niemowląt, części samochodowe, klimatyzatory, urządzenia elektryczne, kosmetyki, prowadnice łożysk, sprzęt medyczny, jubilerstwo i wiele innych gałęzi przemysłu.
| Skład chemiczny | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0-10,5 | 18,0-22,0 | |
Kula ze stali nierdzewnej AISI 316L
Rozmiar: 1,0 mm - 63,5 mm
Klasa: G80-G500
Twardość: ≤HRC26
Magnetyczne:Stal austenityczna, niemagnetyczna
Cechy: najbardziej odpowiedni dla branż o wysokich wymaganiach antykorozyjnych, o bardzo dobrych właściwościach antykorozyjnych, doskonała odporność na korozję (oprócz kwasów chlorowodorowych), nieutwardzalna stal austenityczna
Zastosowania: Kula ze stali nierdzewnej AISI 316L może być stosowana w sprzęcie medycznym, przemyśle chemicznym, lotnictwie, przemyśle kosmicznym, sprzęcie z tworzyw sztucznych, butelkach perfum, rozpylaczach, zaworach, lakierach do paznokci, silnikach, przełącznikach, żelazkach, pralkach, lodówkach, klimatyzatorach, materiałach medycznych, częściach samochodowych, łożyskach, instrumentach, butelkach.
Kula ze stali nierdzewnej AISI 316L
| Skład chemiczny | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0-15,0 | 16,0-18,0 | 2,0-3,0 | |
Opakowanie produktu
A) Wypełnienie wewnętrzne: W zależności od potrzeb dostarczamy wypełnienie suche lub olejowe.
B) Opakowanie zewnętrzne:
1) bęben żelazny + paleta drewniana/żelazna.
2) 25 kg worek foliowy + karton + drewniana paleta lub drewniana skrzynia.
pakowanie na zamówienie.

Parametr produktu
| Nasza kula ze stali nierdzewnej zawiera 440C 420C 304 316 201. Skład chemiczny jest następujący | |||||||||
| Skład chemiczny (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| Kula ze stali nierdzewnej AISI440C | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| Kula ze stali nierdzewnej AISI420C | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| Kula ze stali nierdzewnej AISI304 | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| Kula ze stali nierdzewnej AISI316L | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0-3,0 | 12-15 | ---- |
| Kula ze stali nierdzewnej AISI201 | ≤0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤0,045 | ≤0,03 | ---- | 0,35-0,55 | 1,82 |
| Kula ze stali nierdzewnej AISI430 | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
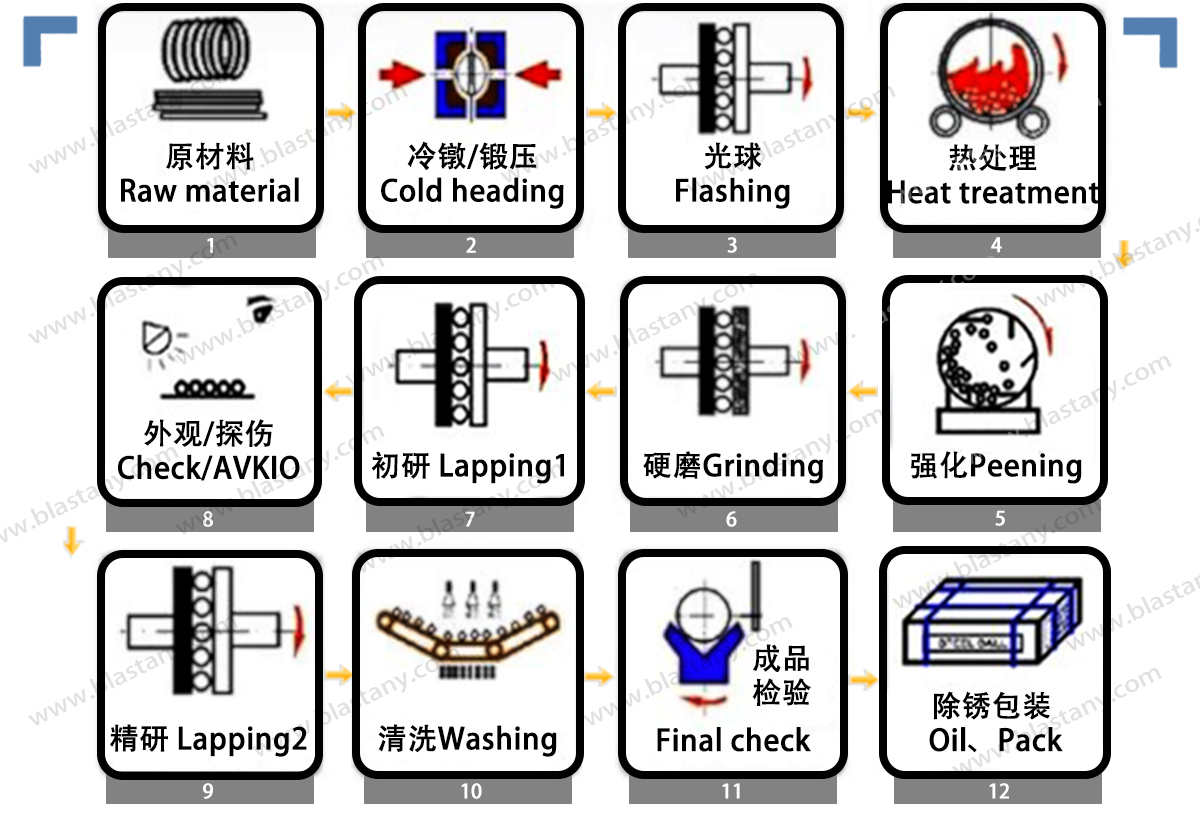
Przepływy produkcyjne
Kontrola surowców
Surowiec dostarczany jest w formie drutu. Najpierw inspektorzy jakości dokonują wizualnej kontroli surowca, aby określić, czy jego jakość jest zgodna z normami i czy występują w nim wady. Następnie weryfikują średnicę i sprawdzają certyfikaty surowca.
Spęczanie na zimno
Maszyna do kucia na zimno tnie drut o określonej długości na cylindryczne bryłki. Następnie dwie półkuliste połówki matrycy formują bryłki w kształt zbliżony do kuli. Proces kucia odbywa się w temperaturze pokojowej, a niewielka ilość materiału dodatkowego jest stosowana w celu zapewnienia całkowitego wypełnienia wnęki matrycy. Kucie na zimno odbywa się z bardzo dużą prędkością, ze średnią prędkością jednej dużej kuli na sekundę. Mniejsze kulki są kute z prędkością od dwóch do czterech kul na sekundę.
Błyskowy
Podczas tego procesu nadmiar materiału wokół kuli zostanie oderwany. Kulki są przepuszczane kilka razy między dwiema rowkowanymi żeliwnymi płytami, usuwając niewielką ilość nadmiaru materiału podczas toczenia.
Obróbka cieplna
Następnie części poddaje się obróbce cieplnej w procesie hartowania i odpuszczania. Piec obrotowy zapewnia jednakowe warunki pracy wszystkich części. Po wstępnej obróbce cieplnej części zanurza się w zbiorniku oleju. To szybkie chłodzenie (hartowanie w oleju) wytwarza martenzyt, fazę stali charakteryzującą się wysoką twardością i doskonałą odpornością na zużycie. Kolejne operacje odpuszczania dodatkowo zmniejszają naprężenia wewnętrzne, aż do osiągnięcia ostatecznej, określonej granicy twardości łożysk.
Szlifowanie
Szlifowanie przeprowadza się zarówno przed, jak i po obróbce cieplnej. Szlifowanie wykończeniowe (znane również jako szlifowanie twarde) zbliża kulkę do jej ostatecznych wymagań.Stopień precyzji metalowej kulijest miarą ogólnej precyzji; im niższa wartość, tym precyzyjniejsza jest kulka. Klasa jakości kulek obejmuje tolerancję średnicy, okrągłość (sferyczność) i chropowatość powierzchni, zwaną również wykończeniem powierzchni. Produkcja precyzyjnych kulek odbywa się w trybie wsadowym. Wielkość partii produkcyjnej zależy od wielkości maszyn używanych do szlifowania i docierania.
Docieranie
Docieranie jest podobne do szlifowania, ale charakteryzuje się znacznie niższym współczynnikiem usuwania materiału. Docieranie odbywa się za pomocą dwóch płytek fenolowych i bardzo drobnego ścierniwa, takiego jak pył diamentowy. Ten końcowy proces produkcyjny znacznie poprawia chropowatość powierzchni. Docieranie jest stosowane w celu uzyskania kul o wysokiej lub superprecyzyjnej jakości.
Czyszczenie
Następnie proces czyszczenia usuwa wszelkie płyny procesowe i pozostałości materiałów ściernych z procesu produkcyjnego. Klienci, którzy oczekują bardziej rygorystycznych wymagań w zakresie czyszczenia, na przykład z branży mikroelektronicznej, medycznej lub spożywczej, mogą skorzystać z bardziej zaawansowanych rozwiązań czyszczących Hartford Technologies.
Kontrola wizualna
Po wstępnym procesie produkcyjnym każda partia precyzyjnych kulek stalowych przechodzi wielokrotne kontrole jakości w trakcie produkcji. Przeprowadzana jest kontrola wizualna w celu wykrycia wad, takich jak rdza czy zabrudzenia.
Pomiar wałkowy
Pomiar wałkowy to proces sortowania w 100%, który oddziela zarówno za małe, jak i za duże precyzyjne kulki stalowe. Zapraszamy do zapoznania się z naszą ofertą.film o procesie pomiaru wałkowego.
Kontrola jakości
Każda partia precyzyjnych kulek jest kontrolowana pod kątem spełnienia wymagań dotyczących tolerancji średnicy, okrągłości i chropowatości powierzchni. Podczas tego procesu oceniane są również inne istotne cechy, takie jak twardość, oraz wszelkie wymagania wizualne.
Kategorie produktów
-

Kula ze stali wysokowęglowej/niskowęglowej AISI1010/1015/1085 0...
-

Najlepsza cena bryłki krzemu metalicznego/moc 2202 3303 4...
-

Wysokiej jakości śrut staliwny o wysokiej odporności na zużycie...
-

Odlewnicze media mielące w postaci kul stalowych o średnicy od 10MM do 130MM...
-

Różowy tlenek glinu PA
-

Wysokotwardy, ogniotrwały brązowy stopiony tlenek glinu
